Your favorite gadget feels “simple” when it shows up at your door. But it only gets there because factories turn raw inputs into finished goods, on time and at a fair cost. A supply chain is the full team effort, from sourcing materials to delivering products to customers. And factories are usually the moment where the value jumps.
If you manage orders, work in operations, or run a business that buys and sells products, you’ve seen the ripple effects of delays. One shortage, one bottleneck, or one quality miss can stall shipping, raise costs, and hurt trust. That’s why the role of factories in supply chains matters more than most people expect.
In the United States, manufacturing supports over 12 million jobs, so these decisions do not stay “inside the plant.” They affect hiring, pricing, and delivery schedules across many industries. In March 2026, factories also face pressure from tariffs, supply swings, and higher logistics costs. At the same time, they’re adopting smarter planning, automation, and tools for better quality.
So what does the factory actually do in a supply chain? Let’s break it down, from procurement to production to distribution, then cover the challenges, partnerships, and fresh trends shaping 2026.
How Factories Fit into the Big Picture of Supply Chains
Think of a supply chain like a relay race. Suppliers hand off materials. Factories run the hard part. Then distribution carries the finish line.
Factories sit in the middle because they add the biggest chunk of value. Before a factory touches the inputs, you mainly have materials, parts, and raw components. After the factory finishes, you have items that can be boxed, stored, shipped, and sold.
A helpful way to picture the flow looks like this:
| Supply chain step | What it includes | Why it matters |
|---|---|---|
| Procurement | Sourcing materials and parts | Prevents downtime from missing inputs |
| Production | Making and assembling products | Turns raw stuff into sellable goods |
| Distribution | Moving finished goods to customers | Supports on-time delivery and sales |
That middle role is specific. It’s not just “making.” It includes coordination with suppliers and planning for what distribution needs. For a deeper look at how manufacturing supply chains move from sourcing to delivery, see the role of supply chain in manufacturing processes.
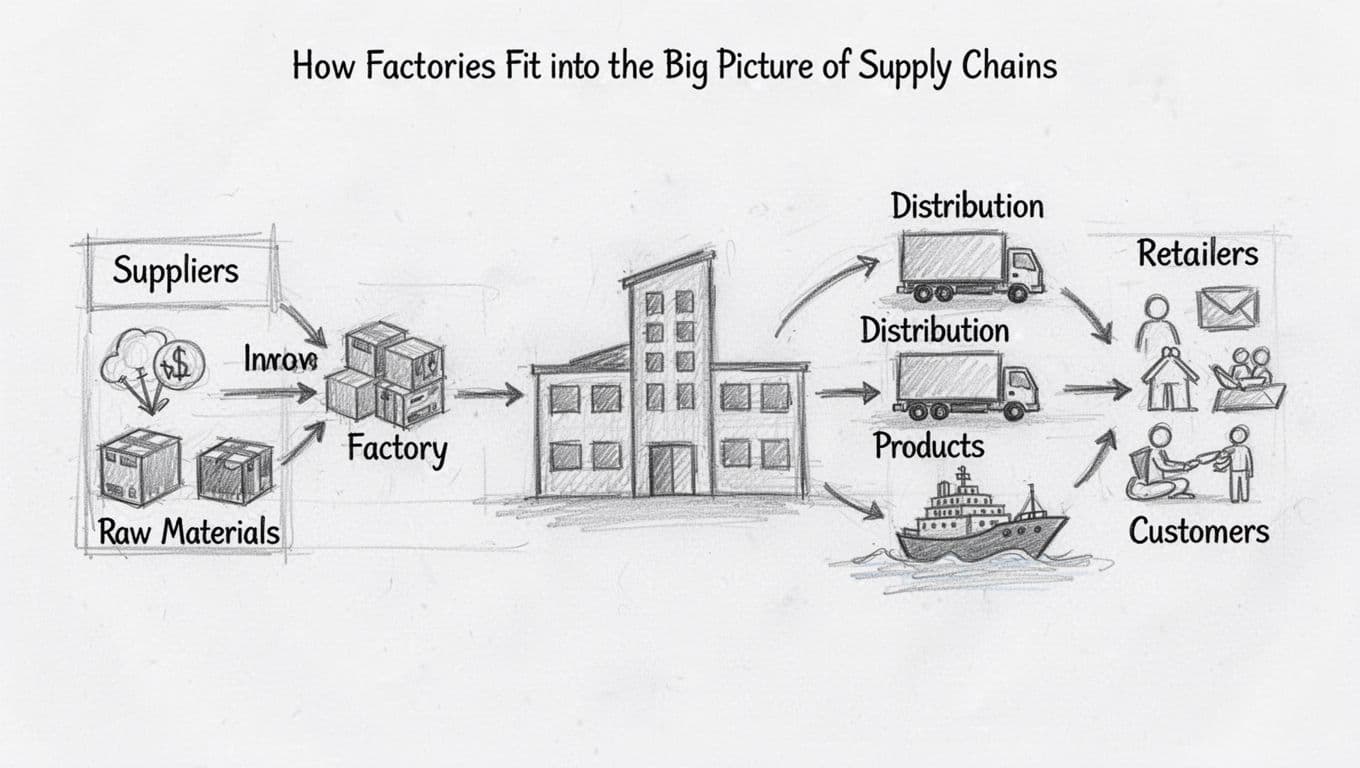
Caption: A factory connects sourcing, production, and distribution in one chain.
Sourcing the Right Materials Without Delays
Factories start by working with suppliers on materials and parts. This is procurement, and it’s where many supply chain problems begin. If a factory can’t get the right inputs, production schedules start to slip.
Good procurement means more than picking vendors. Factories often negotiate quality specs, delivery terms, and price targets. They also build relationships, because stable suppliers reduce surprises.
For example, sneaker factories need fabric, rubber, and other inputs. If rubber shipments get delayed, the factory can’t complete soles. Then packaging and shipping get pushed back too.
Strong supplier ties also help when markets shift. If costs rise or demand spikes, factories that already understand lead times can react sooner. That’s why procurement decisions protect the whole chain.
Turning Parts into Products Customers Want
Once materials arrive, the factory enters the biggest phase: production. This is where parts become products through assembly, machining, finishing, testing, and packaging.
Two things happen at once. Workers run the process, and teams use equipment to keep output steady. Quality checks matter here, because defects caught late cost more than defects caught early.
In other words, production is where “inventory” becomes “revenue.” Raw items are expensive, but they aren’t useful until they turn into products that meet customer needs.
Factories also have to plan for mixed demand. A factory might run different product versions in the same week. When scheduling and setup are smart, the factory avoids waste and keeps orders moving.
Shipping Goods Out Fast and Safe
After production, the factory supports distribution. That means getting goods ready for shipping, coordinating pickup times, and meeting packaging standards.
Distribution itself may involve trucks, ships, and trains. However, factories still control key details. They control palletizing, labeling readiness, and order completeness.
When factories prep shipments well, transport runs smoother. Stores get shelves stocked. Customers get deliveries on time. When factories miss key steps, trucks show up to empty docks, and customer confidence drops.
So even though distribution looks like logistics work, factory readiness often decides whether deliveries land when promised.
Why Strong Factories Keep Supply Chains Running Smoothly
Strong factories don’t just “produce.” They create outcomes that ripple outward. You get better cost control, faster order turnaround, and more consistent quality.
Most importantly, these outcomes help companies stay competitive. Customers compare delivery times and reliability. Buyers compare pricing. And leadership compares margins and risk.
Cutting Costs So Prices Stay Fair
Factories can reduce costs without lowering standards by improving day-to-day operations. When processes waste less time and scrap fewer parts, unit costs drop.
Efficiency can come from smarter layouts, better training, and planned maintenance. It also comes from reducing rework. If quality holds from the start, the factory avoids expensive loops.
This cost control helps businesses stay fair on pricing. It also gives room for promotions, new product launches, or extra buffers for slow months.
In practice, efficient manufacturing can turn supply chain stress into stability. Even when inputs cost more, factories that reduce waste protect margins.
Speeding Up Delivery to Beat Competitors
Speed matters because customers don’t wait forever. When factories can respond quickly, they meet demand without panic.
Fast turnaround can come from better scheduling, quicker changeovers, and reliable access to materials. It can also come from test processes that catch issues early, so products ship without delays.
As a result, companies can accept more orders with fewer late shipments. That improves loyalty and repeat purchases.
In a world where disruptions happen, speed also supports resilience. A factory that can keep running through small setbacks helps distribution stay predictable.
However, speed requires balance. Push too hard, and quality suffers. The best factories aim for “fast and right,” not “fast at any cost.”
Tough Challenges Factories Tackle Every Day
Even strong factories face real obstacles. In March 2026, many are dealing with trade friction, shortages of key parts, and higher freight costs. When these hit, the impact spreads across procurement, production, and distribution.
A factory doesn’t operate in isolation. It depends on upstream materials and downstream logistics. That’s why a small disruption can create a large supply chain problem.
Dealing with Unreliable Suppliers
Global sourcing can be risky. Suppliers can miss deadlines due to weather, labor issues, or transport delays. Sometimes the issue is quality, not timing.
So factories often build backups. They qualify more than one supplier, adjust spec options, and create contingency plans. Some companies also hold safety stock for high-impact inputs.
These choices cost money upfront. Still, they reduce the risk of total production stoppage. When a line stops, every hour becomes expensive.
This is also why many manufacturers focus on robustness and risk planning. For practical ideas, see 11 ways manufacturers can build a robust supply chain.
Handling Demand Surges or Drops
Demand swings test every factory plan. Orders rise, then slow down, then shift again. If a factory overproduces, it builds extra inventory. If it underproduces, it loses sales and damages delivery promises.
To handle changes, factories use forecasting, production scheduling, and flexible tooling. They may adjust shift hours, reorder materials faster, or change batch sizes.
During a surge, speed helps. During a drop, waste prevention matters. Good factory teams plan for both scenarios, because the supply chain must keep moving in each direction.
If you’ve ever watched a “hot item” cool off, you know what happens next. Factories that plan smartly avoid churn and protect cash flow.
How Factories Team Up with Suppliers, Retailers, and You
Supply chains work best when teams share clear information. Factories do not just send finished goods. They also report capacity, lead times, and quality results.
With suppliers, factories share forecasts and spec updates. That helps suppliers deliver the right inputs at the right time. With retailers, factories support bulk planning based on sales patterns and seasonal timing.
And with you, they focus on the outcomes you care about. Will the product arrive when promised? Will it work as expected? Will the replacement part be available later?
Scale matters too. In recent months, manufacturing employment has stayed around the 12.6 to 12.7 million range in establishment estimates. That’s a lot of workers. It also means factories influence regional economies and national pricing trends.
When communication is strong, everyone can make better decisions. When it’s weak, small gaps become big delays.
A factory is more than a building. It’s the coordination center that turns plans into products.
Fresh Trends Reshaping Factories in 2026 Supply Chains
Factories in 2026 are changing fast, mostly because disruptions keep showing up. Many companies are using AI and automation to spot problems earlier. For example, AI can help predict breakdowns, flag quality risks, and improve planning for demand shifts.
Supply chain data is also getting more connected. Instead of relying on shipment updates alone, teams track issues across systems for faster decisions. This helps when ports get delayed or parts become scarce.
Sustainability pressure is rising too. Factories face more expectations around energy use, waste reduction, and smarter sourcing. That pushes process upgrades and supplier standards.
Meanwhile, companies keep rethinking where production happens. Regional options and nearshoring ideas can reduce transport risk. They also shorten response time when customer demand changes.
If you want a snapshot of what leaders are seeing right now, read KPMG’s March 2026 supply chain update. It highlights how trade policy, risk, and tech change costs of doing business.
Conclusion
Factories are the core engine in supply chains. They take inputs, run production, and prepare goods for fast, safe delivery. When factories operate well, you get better products sooner and at more stable prices.
So if you’re trying to improve a supply chain, the best place to start is often factory performance. Focus on quality checks, supplier reliability, and realistic scheduling.
The next time a delivery arrives on time, remember the hidden work behind it. What factory change do you think would help your supply chain most right now?